
سولڈر پیسٹ پرنٹنگ میں چھوٹے اجزاء کی طرف سے لائے گئے چیلنجوں کو سمجھنے کے لیے، ہمیں پہلے سٹینسل پرنٹنگ کے رقبے کے تناسب (رقبہ کا تناسب) کو سمجھنا چاہیے۔
چھوٹے پیڈز کی سولڈر پیسٹ پرنٹنگ کے لیے، پیڈ جتنا چھوٹا اور سٹینسل کھلنا، سولڈر پیسٹ کے لیے سٹینسل ہول والی دیوار سے الگ ہونا اتنا ہی مشکل ہوتا ہے۔ چھوٹے پیڈز کی سولڈر پیسٹ پرنٹنگ کو حل کرنے کے لیے، درج ذیل حل موجود ہیں۔ حوالہ کے لیے:
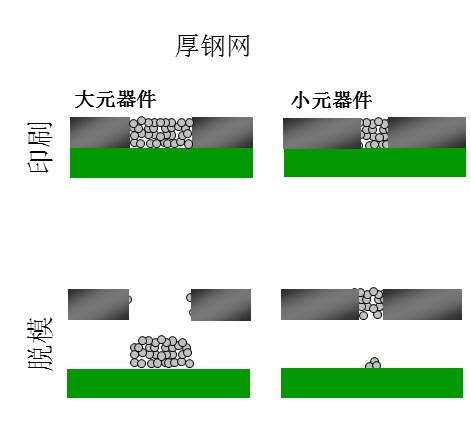
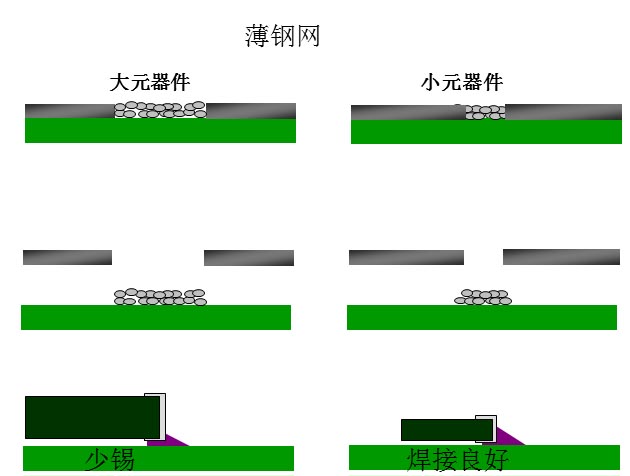
- سب سے سیدھا حل یہ ہے کہ اسٹیل میش کی موٹائی کو کم کیا جائے اور کھلنے کے رقبے کے تناسب کو بڑھایا جائے۔ جیسا کہ نیچے دی گئی تصویر میں دکھایا گیا ہے، ایک پتلی اسٹیل میش استعمال کرنے کے بعد، چھوٹے پرزوں کے پیڈوں کی سولڈرنگ اچھی ہے۔اگر تیار کردہ سبسٹریٹ میں بڑے سائز کے اجزاء نہیں ہیں، تو یہ سب سے آسان اور موثر حل ہے۔لیکن اگر سبسٹریٹ پر بڑے اجزاء ہیں، تو ٹن کی کم مقدار کی وجہ سے بڑے اجزاء کو اچھی طرح سے سولڈر نہیں کیا جائے گا۔لہذا اگر یہ بڑے اجزاء کے ساتھ ایک اعلی مکس سبسٹریٹ ہے، تو ہمیں ذیل میں درج دیگر حلوں کی ضرورت ہے۔
- سٹینسل میں کھلنے کے تناسب کی ضرورت کو کم کرنے کے لیے نئی سٹیل میش ٹیکنالوجی کا استعمال کریں۔
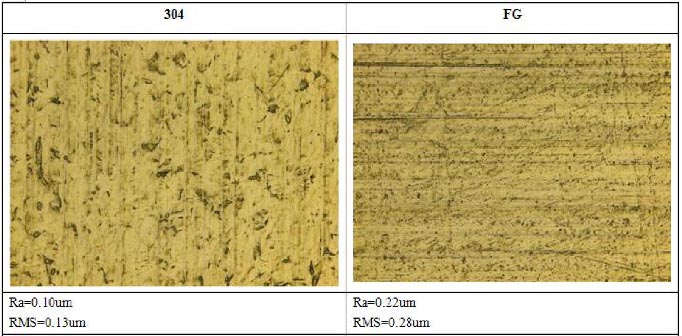
1) ایف جی (فائن گرین) سٹیل سٹینسل
ایف جی اسٹیل شیٹ میں ایک قسم کا نائوبیم عنصر ہوتا ہے، جو اناج کو بہتر بنا سکتا ہے اور اسٹیل کی ضرورت سے زیادہ گرمی کی حساسیت اور غصے کے ٹوٹنے کو کم کر سکتا ہے، اور طاقت کو بہتر بنا سکتا ہے۔لیزر کٹ ایف جی اسٹیل شیٹ کی سوراخ والی دیوار عام 304 اسٹیل شیٹ کی نسبت صاف اور ہموار ہے، جو ڈیمولڈنگ کے لیے زیادہ موزوں ہے۔ایف جی سٹیل شیٹ سے بنے سٹیل میش کے اوپننگ ایریا کا تناسب 0.65 سے کم ہو سکتا ہے۔اسی کھلنے کے تناسب کے ساتھ 304 سٹیل میش کے مقابلے میں، FG سٹیل میش کو 304 سٹیل میش سے تھوڑا موٹا بنایا جا سکتا ہے، اس طرح بڑے اجزاء کے لیے کم ٹن کا خطرہ کم ہوتا ہے۔
پوسٹ ٹائم: اگست 05-2020